搜索/English
随着航空、航天、石油、化工、冶金和食品等工业的蓬勃发展,不锈钢材料已广泛应用。然而不锈钢材料有韧性大、热强度高、导热系数低、切削时塑性变形大、加工硬化严重、切削热多、散热困难等特点,所以加工时容易造成刀尖处切削温度高、切屑粘附刃口严重、容易产生积屑瘤,不仅会加剧刀具的磨损,还会影响加工表面粗糙度。此外,由于切屑不易卷曲和折断,也会损伤已加工表面,影响工件的质量。
为解决上述问题,欧科亿硬质合金有限公司研发设计了系列新型刀片,以其优良的材质、独特的设计、新颖的断屑槽形状,较好解决了不锈钢加工中出现的问题。
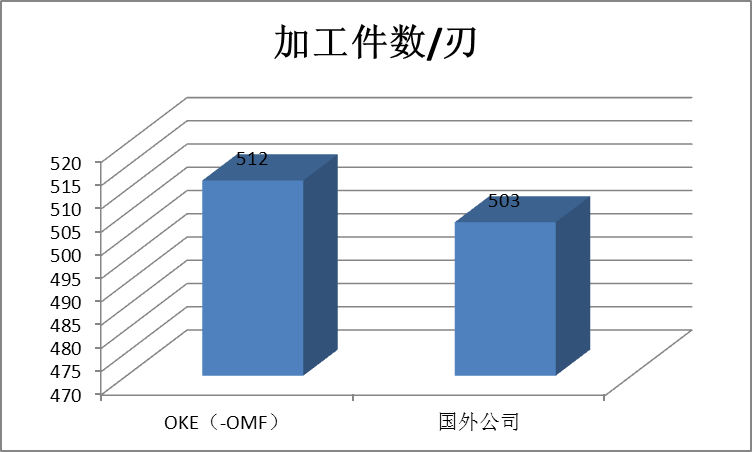
1.1 精加工槽型-OMF
应对不锈钢塑性大、粘性强的特点,设计特殊前角和刃倾角的槽型。刀片刃口锋利,切削阻力小,能很好地控制切屑流向。

在切深ap<1.5mm,进给fn<0.2mm/r时,铁屑能够按照预设的方向,卷成长条卷曲状沿进给反方向排出,不会缠绕于被加工材料。该槽型以其锋利的切削刃和较低的切削力,适用于不锈钢材料的精加工。
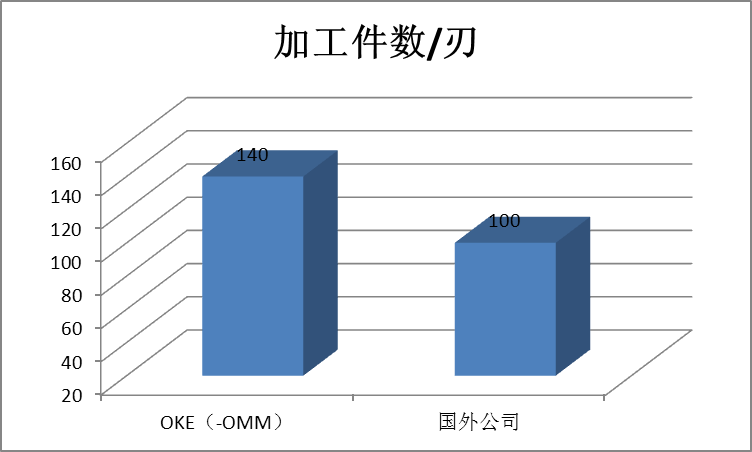
1.2半精加工槽型-OMM
独特的槽型设计在保证刃口锋利的基础上,增加了刀片的抗冲击能力,能够避免刀片切屑堆积。当铁屑经进前刀面,遇到容屑槽与断屑台时,会使铁屑承受一定的卷曲力,容易形成小断屑,从而避免了缠绕现象的发生。

适合在切深Ap=0.5-4mm,进给Fn=0.1-0.5mm/r的切削参数。但对于塑性变形大、粘性高的材料,本槽型很难形成好的断屑,往往会产生缠绕现象,且当切削参数比较小时也会导致铁屑排屑不顺畅。适用于塑性较低、普通不锈钢材料的半精加工。
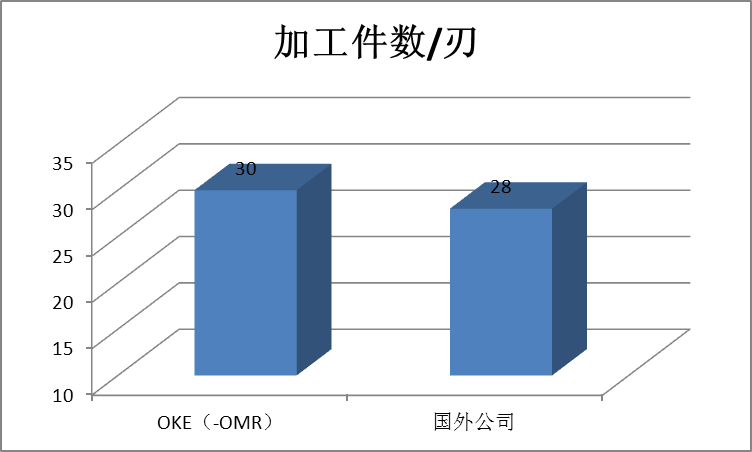
1.3 粗加工槽型-OMR
变化的前角及独特的刃倾角设计,既保证了刃口的强度,又保留了切削锋利性。

适合在大切深、大进给以及工况更恶劣的情况下使用,在Ap=2.0~6.0mm,Fn=0.2~0.6mm/r的切削参数下都有良好的断屑,特别适用于不锈钢材料的粗加工和断续加工。
2.断屑范围图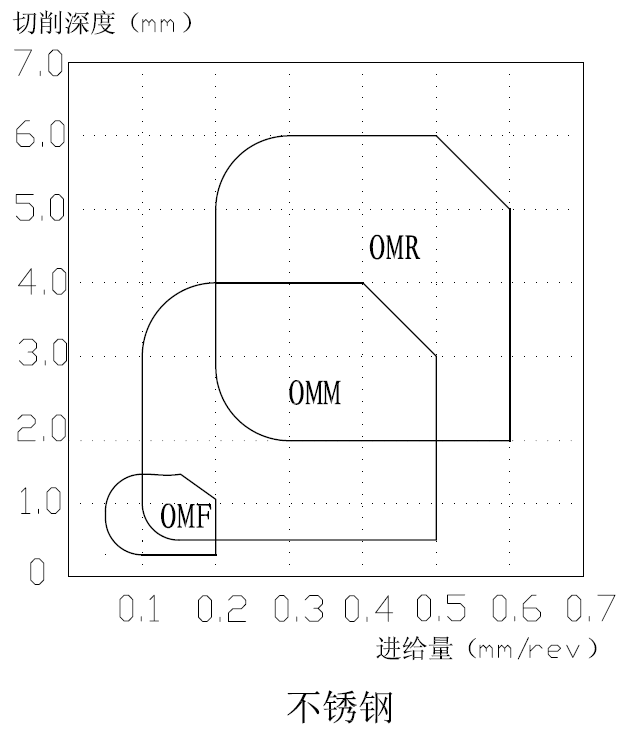
3.1 OP1205
高硬度的硬质合金基体,具有较好的高温红硬性。匹配通用性的PVD复合涂层,推荐用于不锈钢材料的车削和铣削加工。
3.2 OP1215
高硬度硬质合金基体,具有良好的抗冲击性能,配合通用性能良好的PVD涂层,优先用于不锈钢材料的断续车削和铣削加工。
3.3 OC4225
采用Ti(C,N)和Al2O3涂层,实现韧性和耐磨性相结合,拥有较强的抗塑性能力和刃口强度,适用于在连续切削和断续切削条件下的半精加工到粗加工;实现高速、环保式切削。
地址(总部):湖南省株洲市炎陵县中小企业创业园创业路
(分公司):湖南省株洲市芦淞区创业四路八号
销售服务电话(数控):0731-22673808
销售服务电话(锯齿):0731-22673988
传真:0731-22673961
版权所有 株洲欧科亿数控精密刀具股份有限公司